Keyways centers are usually not that critical. I'd say +-0.005 would be more than enough. Most of the time when cut on a mill they are just eyeballed on center using a trick method. Check this video out around 4 min in. Look at how he has it setup in the mill so you don't have to run the shaft in and then look at the method he uses to eyeball the keyway in. He's cutting a keyway in under a minute of setup.
I wont argue that neat "trick", but thats still not a lathe. and he's just "eyeballing" it IMO.
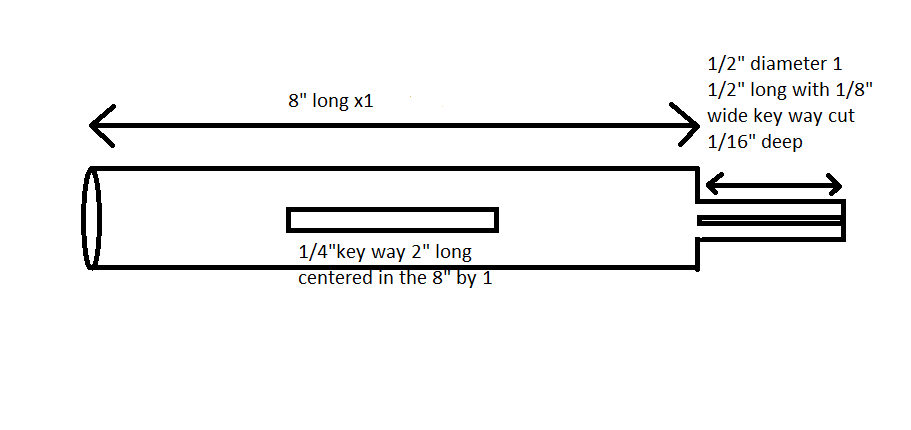
I will agree that what the OP is using the shaft for....5 thou is probably more than enough.
And square stock keys are meant to be filed IMO anyway.
Search Harris UB-27 Binder.
Its a book binder line.
Once assembled directly across the street from my house.
Directly out of highschool and while attending college I worked for a company called Prim Hall that refurbished these machines. Every bearing, every shaft, every McGill cam follower was replaced. The machine was completely torn down to the frame and completely rebuilt using newer technology. I filed keys of all shapes and sized for a month. Filed all the skin off my fingertips. It sucked.
The whole rebuild process took close to 12 months. It was really cool, dirty work but I learned a wealth of information.
The original company, Sheridan Iron Works then later to become Harris Graphics went under in the late 80's. Dad had been a lathe operator there for many years. Then a few years later this company formed called Prim Hall
http://primhall.com/...basically a conglomeration of the employees from Harris. Dad worked there for 20+yrs as machine shop supervisor. Towards the end his 20yrs is where I came into the picture on the shop floor doing assembly & sub assembly and he became a customer sales rep.
Now dad has moved to Fort Lauderdale and is right back in the machine shop again. Supervising and programming in yet another machine shop.
http://dkia.net/