andydodgegeek
The stool maker
So far so good. Another nice build thread kevin, always enjoy your builds.




You are one hell of a good fabricator.
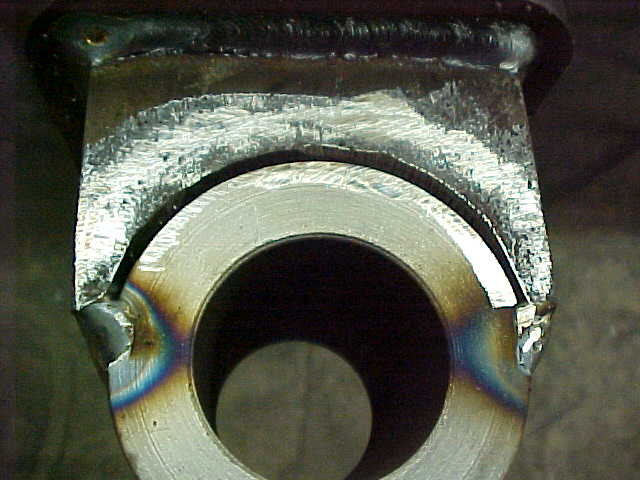
Drilled a center in the end of the shaft and spun it down to the size of the triple wall pipe. Gave it .002 - .003 clearance. Someone needs to clean their lathe!

Nice and smooth and I'll cut the shaft later for the 2 sides. I'm using the same size box tubing on the spindle side and that is next.

This is the 4 inch box tubing with the layout shown. 1 1/2" hole for hinge and the 2 center punched dimples will be where the locating pin will be( 0 and 90 degrees) Also going to drill the ends for set screws to hold the hinge pin in place.

Drilled the big hole with a short pilot drill first. then switch to a longer aircraft drill to get the other side. This way the holes will be true and no more measuring needed.

Didn't have a 1 1/2" drill or reamer so I used a hole saw again. Not real critical as the set screws will keep the shaft in position. Wear will be in the middle where it is right. Pilot drilled for set screws and drilled to tapping size. Put the shaft in and sunk it into it as well.

I then cobored the holes so I didn't have to tap so much. No need for that much thread anyway. The indexing holes will be enlarged when it get put together. that way I can stair step drill them so the holes align correctly.

I have to cut the reliefs on the sides and going to rough them in with the plasma cutter. IF I had a mill it would be easier but I'm going to have some handwork here. Set up cheater with a 1/2 inch offset. I drill a hole to save backsplash on start up.

Doesn't take long at all and now I have a stop line when coming in from the end to finish the rough in for the pocket.

Worked out that the tubing was close enough to do both sides



































I'm not entirely sure where you are going with the design. Post #26: Will spindles be welded on these to rotate the wheel/tires 90 degrees rather than a straight axle? Very nice option if so.



















Kevin I own all miller except for a old lincoln arc, what do you own? Would love to see some pics of your tools too. My two good buddies have hobart welders and a "snap-on" The scrap-on never seems to feed the line right.
 Yes, great plan. I have a 28' Built-Rite conveyor with a straight axle. They are great tools, but it has always been a lot of work to move it.
Yes, great plan. I have a 28' Built-Rite conveyor with a straight axle. They are great tools, but it has always been a lot of work to move it.Very nice build - all looks heavy duty. With all the fabrication you are doing, it seems like you could have just as easily started from scratch, instead of using the Kmart conveyor!
Philbert
They are in some of the pics if you look in the background. Miller 250X MIG, Miller Syncrowave 250 and Hypertherm plasma.
Has your buddy replaced the liner on the Snap-on? That's the number one cause on feed issues. Dust/dirt over time builds up on the wire spool in the machine and that dust gets fed into the line. After a while it puts too much friction that the drive rollers can't push it smoothly causing it to either slip or chug if you will. I've replaced mine about 4 times over the years. The covers are FAR from air tight and dust gets in there. When I'm not using mine I now put a blanket inside to keep the dust from building up on the wire.
Enter your email address to join: