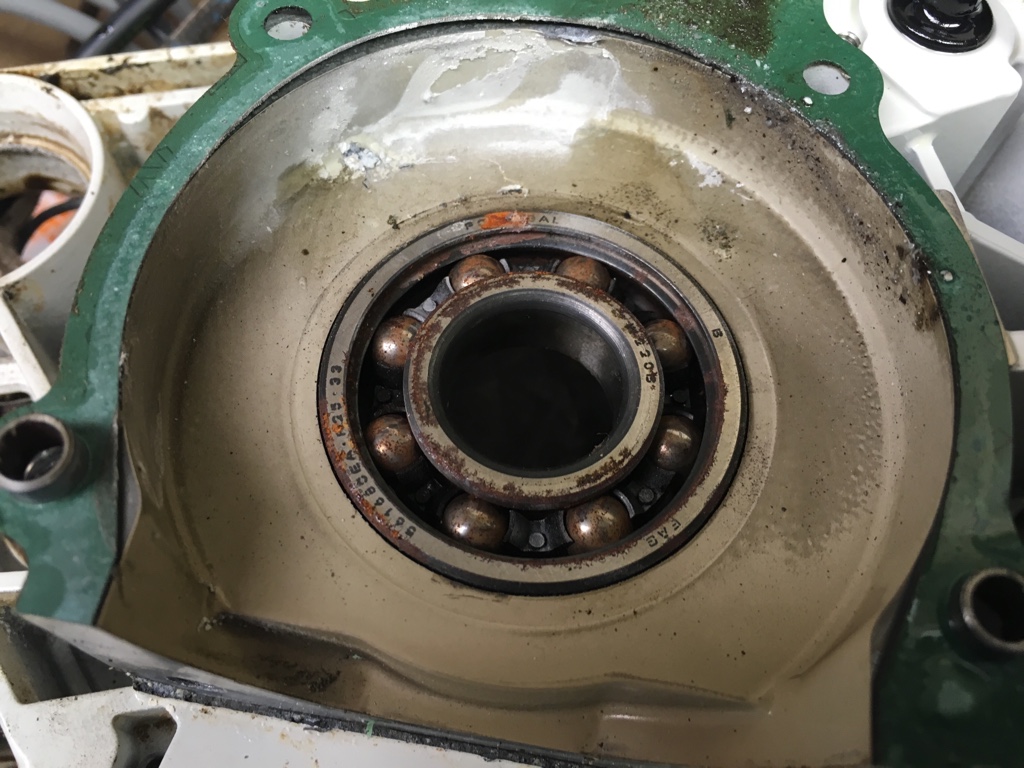
Heat differential approach to removing and replacing bearings has been around since there have been metal things to stuff bearings into. Need around a 250 degree difference plus or minus a little for Husqvarna cases.... Put the bearings in the freezer and use a hot plate, a wood stove, a variety of heat sources to make it easy to control the temperature of the cases. A toaster oven. All work. Used to heat cases for dirt bikes to 300 degrees. That's more than you need. But the ALL STEEL bearings would drop right in or out depending on the direction you are going. Those "nylon" caged bearings make me nervous so I don't use them even if they are OEM...... but thanks again to "Randy" for shedding a little light on the subject yet again...
Case Bearing Installation
- Thread starter Mastermind
- Start date