Thanks for all of your input guys, you've all give me a lot of different things to consider. Looks like I'm going to be able to cut stationary and not have the whole assembly tracking the conveyor speed.
The fastest speed I've seen for a chain saw is 6500fpm for a hydraulically powered unit. I am going to have to do some testing with an actual bundle of the material wrapped with the 1" square mesh "bird netting".
What is the fastest practical speed at which a chain saw type chain can safely/realistically be used at on a day in, day out basis? 6500fpm is the fastest one I've seen advertised. 5000fpm, or about 60mph, I've seen advertised for Stihl and some others.
Is chain speed limited by the rpm of 2 cycle engines? I'm sure the chain itself has some practical speed barrier.
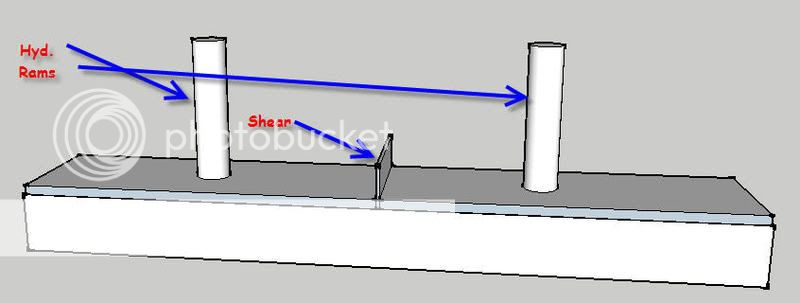
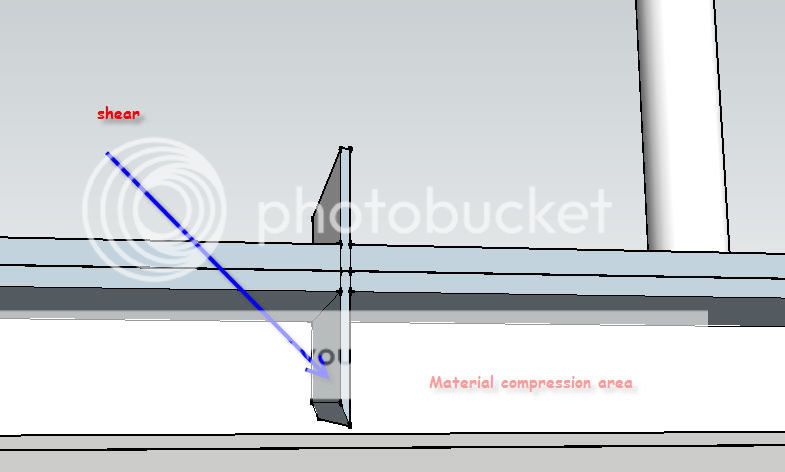
1. There will be hold downs either side of the cut as an attempt to compress the material to some degree and firm it up a little during the cut.
2. Conveyor side wall opening for the cutter to pass will be minimum to cut down on "pull through"
3. The drive will be reversible to help clear out splinters and/or mest material that trys to pull into the drive sprocket.
4. A separate lubricant reservoir with pump will be required.
5. When a cut is made from top to bottom the cutter bar will remain there until the next cut is required, and that cut will be from bottom to top. THis way the chain/bar does not have to pass back through the cut just made.
6. An automatic pneumatic tensioning device will keep constant chain tension so that no slack develops to cause a problem.
7. After the cut is made the leading section is pulled away to develop a space.
8. We will try several different tooth profiles to determine the best for this "weird" application (thats all I've ever worked on is the weird stuff)
9. Chain will probably have carbide teeth to extend times between changes.
10. A housing will surround the whole assembly, and waste/sawed material fragments/dust/splinters will have to be moved to the waste system.
The high pressure water is good for some things and at one company I worked for we had a lot of special parts cut with a high pressure water jet. The water, like other cutting systems, does not have the oompth to cut through that much material. As a side note both water and plasma type cutters have a cone shaped cutting action, and there is always a draft or taper to the cut since the cut gets wider at the bottom of the material.
This is a really good photo of what must be cut (less the netting) cross section is about 48" square.